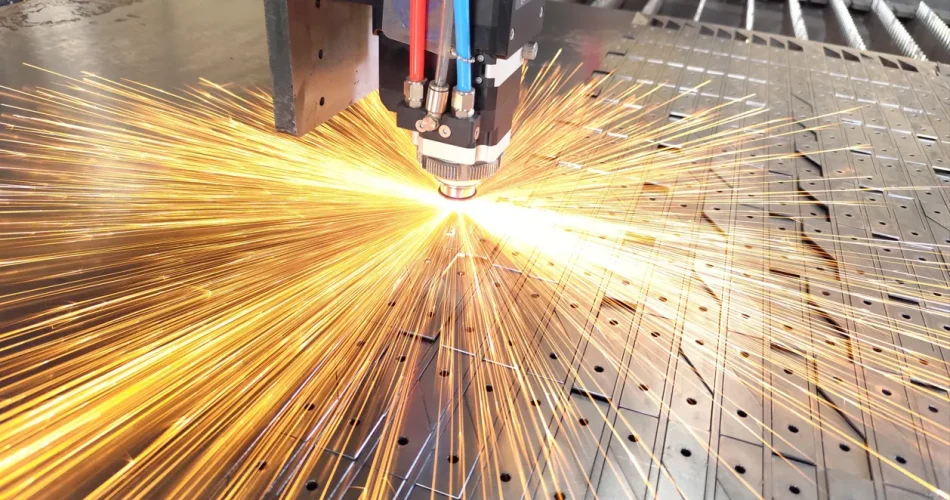
ماهیت لیزر و فیزیک برش لیزری
برش لیزری با متمرکز کردن انرژی نوری بسیار قوی در یک نقطه بسیار کوچک از سطح فلز عمل میکند. این تمرکز انرژی آنقدر بالاست که دمایی نزدیک به ۱۲۰۰ درجه در لحظه ایجاد میکند و باعث ذوب، تبخیر یا سوختن ماده میشود.
اجزای اصلی دستگاه برش لیزری CNC
- مولد لیزر (Resonator): که نور لیزر را تولید میکند.
- هد لیزر: پرتو را به نقطه دقیقی هدایت میکند.
- سیستم حرکتی (X-Y Table): میزکاری که قطعه روی آن حرکت میکند.
- کنترلر عددی (CNC): مغز متفکر سیستم که طرحها را با دقت میلیمتری اجرا میکند.
مکانیسم هدایت پرتو و کنترل عددی
طرحها با نرمافزارهای طراحی مانند AutoCAD یا CorelDraw ایجاد شده، سپس از طریق کنترلر CNC به زبان ماشین ترجمه میشوند. هد لیزر با دقتی حیرتآور به مختصات موردنظر حرکت کرده و عملیات برش را شروع میکند.
نتیجه چیست؟ طرحهایی پیچیده که با قیچی یا هوا برش اصلاً امکانپذیر نبودند، حالا با ظرافتی مثالزدنی روی فلز پیاده میشوند.

مزایای واقعی برش لیزری که صنعتگران نمیتوانند نادیده بگیرند
دقت بیرقیب در برش
با دقت ۰.۰۱ میلیمتر، لیزر میتواند طرحهایی را پیاده کند که حتی دست ماهرترین کارگر صنعتی هم از اجرای آن عاجز است. این یعنی قطعات مونتاژی کاملاً فیت میشوند، پلیسهزدایی لازم نیست و فرآیندهای بعدی مثل جوش یا رنگکاری بدون اشکال اجرا میشوند.
سرعت تولید و کاهش زمان مرده
یک دستگاه لیزر میتواند در عرض چند ثانیه قطعهای را برش دهد که قیچی یا پلاسما ممکن است چند دقیقه درگیر آن باشند. این کاهش زمان تولید، مخصوصاً در تولید انبوه، سوددهی کسبوکار را چند برابر میکند.
کاهش ضایعات و صرفهجویی در مواد اولیه
چون لیزر فقط همان خطوط طرح را برش میدهد و ضخامت برش بسیار نازک است (حدود 0.1 میلیمتر)، ضایعات تقریباً به صفر میرسند. در مقیاس صنعتی، این صرفهجویی میلیونها تومان در ماه ارزش دارد.
جدول مقایسه هشت روش برش صنعتی فلزات
| روش برش | دقت برش | سرعت تولید | نیاز به تجهیزات خاص | مناسب برای طرح پیچیده | هزینه بلندمدت | ایجاد پلیسه |
| برش لیزر فلزات | بسیار بالا | بسیار بالا | متوسط | عالی | بسیار مقرونبهصرفه | بسیار کم |
| برش پلاسما | متوسط | بالا | متوسط | نسبتاً خوب | متوسط | زیاد |
| واترجت | بالا | پایین | بسیار بالا | خوب | بسیار گران | کم |
| وایرکات (EDM) | بسیار بالا | پایین | بسیار تخصصی | عالی | گران | ندارد |
| هوا برش | پایین | بالا | ارزان | ضعیف | مقرونبهصرفه | زیاد |
| قیچی صنعتی | متوسط | بالا | ساده | ضعیف | کم | متوسط |
| دستگاه پرس | متوسط | بسیار بالا | ساده اما سنگین | ضعیف | مناسب فقط تولید انبوه | متوسط |
| اسپارک | بالا | پایین | گران و تخصصی | بسیار دقیق | گران | ندارد |

جدول تحلیل هزینه-فایده در بلندمدت
| روش برش | هزینه اولیه | هزینه نگهداری | هزینه انرژی | بازگشت سرمایه (ROI) | مناسب برای تولید انبوه | عمر مفید |
| برش لیزر فلزات | متوسط | پایین | متوسط | بسیار بالا | بله | بالا |
| برش پلاسما | پایین | متوسط | بالا | متوسط | بله | متوسط |
| واترجت | بسیار بالا | بالا | بسیار بالا | پایین | محدود | بالا |
| وایرکات | بالا | بالا | متوسط | محدود | نه | بالا |
| هوا برش | بسیار پایین | پایین | بسیار بالا | پایین | بله | پایین |
| قیچی صنعتی | بسیار پایین | پایین | پایین | متوسط | بله | بالا |
| پرس مکانیکی | متوسط | پایین | پایین | بالا | فقط برای قطعات تکراری | بالا |
| اسپارک | بالا | بالا | بالا | محدود | نه | بالا |
دستگاههای رقیب: هرکدام چطور کار میکنند؟
در این بخش با نگاهی جزئیتر به عملکرد فنی رقبای لیزر، میفهمیم چرا «برش لیزر فلزات» گزینهای بیرقیب در بسیاری از شرایط صنعتی محسوب میشود.
نحوه کار دستگاه واترجت
برش واترجت از ترکیب فشار فوقالعاده بالای آب (تا ۶۰ هزار PSI) با ذرات ساینده استفاده میکند تا مواد سخت را برش دهد. مزیتش در این است که هیچ حرارتی ایجاد نمیکند، پس مواد آسیب نمیبینند. اما مشکل اصلی آن، هزینهی بسیار بالا برای پمپها، نازلها، و نگهداری کل سیستم است. همچنین کندی عملیات، آن را برای تولید انبوه نامناسب میکند.
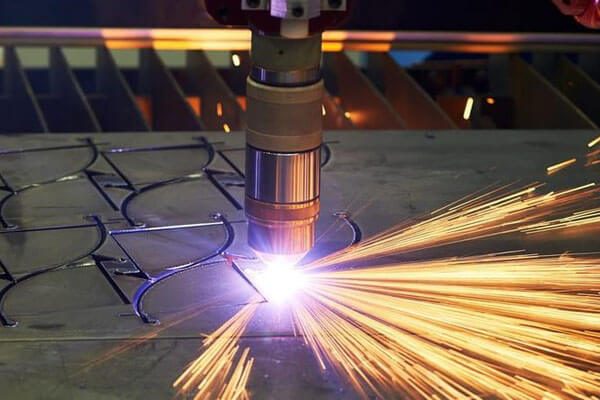
نحوه عملکرد برش پلاسما
پلاسما از قوس الکتریکی استفاده میکند که باعث یونیزه شدن گاز و ایجاد حرارت بسیار بالا (تا ۳۰ هزار درجه) برای برش فلز میشود. سرعتش بالا اما دقتش محدود است. کنارههای برش دارای پلیسه و سوختگی است و نیاز به ماشینکاری ثانویه دارد. این روش برای برش سریع فلزات ضخیم مناسب است اما نه برای قطعات ظریف و پیچیده.
مکانیزم وایرکات و EDM
در وایرکات، سیمی نازک از جنس برنج یا مس با جریان الکتریکی به قطعه نزدیک میشود و آن را بهآرامی با تخلیه الکتریکی میبرد. دقت آن بینظیر است اما بهشدت کند، و فقط برای قطعات خاص ارزش استفاده دارد. این روش برای صنایع قالبسازی یا قطعات با تلورانس بالا کاربرد دارد، نه تولید عمومی.
برش با قیچی صنعتی و پرس
قیچی صنعتی مانند گیوتین عمل میکند و یک ضربه مکانیکی برش ایجاد میکند. سریع است اما فقط برای برشهای ساده مناسب است. خم، منحنی یا شکلهای خاص با این روش غیرممکن است. دستگاه پرس نیز برای سوراخکاری یا برش طرحهای تکراری کاربرد دارد اما انعطافپذیری صفر است.
تکنولوژی هوا برش
هوا برش ترکیبی از گاز (اغلب اکسیژن) و مشعل برای برش فلزات ضخیمتر است. این روش ارزان و در دسترس است اما دقیق نیست، پلیسه زیاد دارد و فقط برای برشهای ساده روی فلزات کربنی کاربرد دارد.
تفاوت لیزر CO₂ و Fiber؛ کدام برای چه صنعتی مناسبتر است؟
برش لیزری به دو تکنولوژی اصلی تقسیم میشود: CO₂ و Fiber.
لیزر CO₂:
- مناسب برای مواد غیرفلزی مثل چوب، پلاستیک و شیشه
- عملکرد خوب روی فلزات نازک
- نیاز به گاز کمکی مثل CO₂ یا اکسیژن دارد
- مصرف انرژی بالاتر و نگهداری بیشتر
لیزر Fiber:
- بهترین گزینه برای فلزات (استیل، آلومینیوم، برنج، مس)
- مصرف انرژی کمتر
- سرعت برش بیشتر
- طول عمر بالاتر و نگهداری سادهتر
- کیفیت لبهها عالی
در صنایع فلزی، بدون شک Fiber Laser انتخاب هوشمندانهتری است. بهویژه برای کسانی که تولیدات بالا دارند یا قصد برش آلیاژهای خاص دارند.
مقایسه فنی روشهای مختلف برش فلزات
صنعت امروز، دیگر با روشهای سنتی جواب نمیدهد. برای اینکه تصمیم درست بگیریم، باید تمام روشهای برش فلزات را با هم مقایسه کنیم. اینکه کدام روش سریعتر است؟ کدام دقت بیشتری دارد؟ آیا تجهیزاتش گران است؟ مناسب قطعات پیچیده هست یا نه؟ و آیا از نظر اقتصادی بهصرفه است یا نه؟ در این بخش، نه به حرفهای تبلیغاتی، بلکه به آمار و مقایسههای واقعی میپردازیم.
پارامترهای مقایسه: دقت، سرعت، هزینه، پیچیدگی، انعطاف
پارامترهایی که باید در انتخاب روش برش مدنظر قرار بگیرند:
- دقت برش: تا چه اندازه میتوان لبهها را دقیق و تمیز برید؟
- سرعت عملکرد: در واحد زمان چه تعداد قطعه قابل برش است؟
- نیاز به تجهیزات خاص: آیا تجهیزات آن گران و نگهداریشان دشوار است؟
- امکان برش اشکال پیچیده: آیا مناسب برش طرحهای هندسی غیرمعمول هست؟
- هزینه نهایی: نهفقط خرید دستگاه، بلکه هزینه نگهداری و انرژی نیز مهم است.
برش لیزر فلزات – انقلاب بیصدا در دنیای صنعت
اگر بخواهیم یک نقطه عطف بیصدا اما حیاتی در صنعت مدرن را نام ببریم، بدون تردید برش لیزر فلزات در صدر این تحولات قرار میگیرد. تصور کن برش فلزات همانند برش کره با چاقوی داغ باشد—بدون لرزش، بدون لهشدگی، و با برشی بینقص. این همان کاریست که لیزر با فلزات میکند. از کارخانههای تولید قطعات هواپیما گرفته تا ساخت تابلوهای تبلیغاتی و حتی صنایع هنری، برش لیزری با دقت میلیمتری و سرعتی برقآسا، جای خودش را باز کرده است.
حالا چرا “انقلاب بیصدا”؟ چون این فناوری برخلاف روشهای سنتی که با صدا و جرقه و اصطکاک همراهاند، بهصورت کاملاً نرم و دقیق کار میکند؛ نه لرزشی، نه صدای قیچی مکانیکی، نه ذرات فلز پران.
این تکنولوژی چه چیزی را تغییر داده؟
- حذف ابزارهای فیزیکی پرهزینه و فرساینده
- کاهش چشمگیر زمان تولید
- ارتقاء کیفیت نهایی قطعات بهگونهای که نیاز به ماشینکاری ثانویه را حذف میکند
بهبیان دیگر، برش لیزر نه تنها کاری را سریعتر انجام میدهد، بلکه دقیقتر و با هزینه نهایی کمتر انجامش میدهد. و این چیزیست که هر مهندس، تولیدکننده یا طراح صنعتی به آن نیاز دارد.
منبع: